-
��ϸ��Ϣ
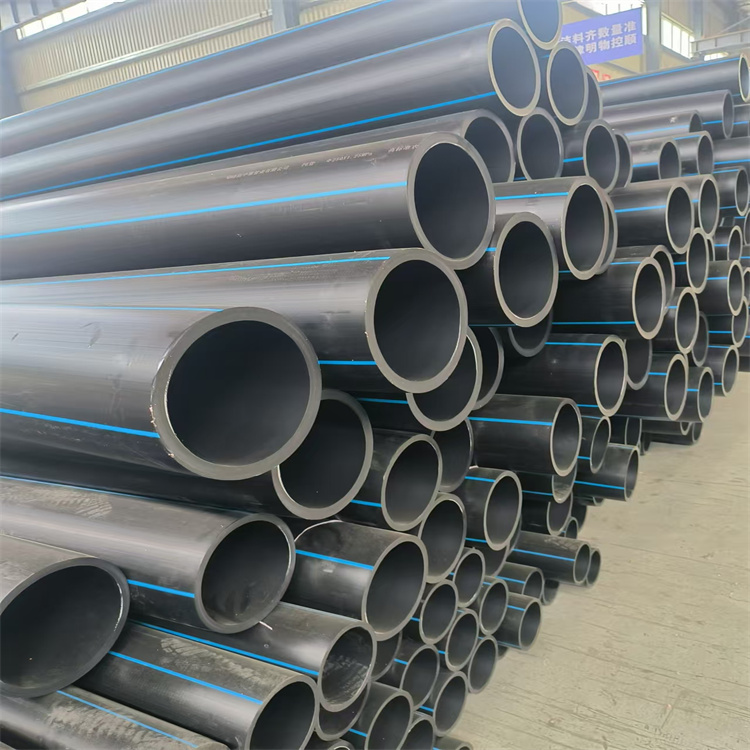
�ڿ�ɽ��һ���ҵ�����У���ˮ�ܵ���ѡ��ֱ�ӹ�ϵ��������ȫ����ӪЧ�ʡ���ͳ�����ܵ�����PE������ϩ����ˮ��ȡ�������ֲ��ϸ������������������ļ������ƣ���������������
һ���������ܣ�ͻ�ƴ�ͳ�ܲĵ���������

1. ����ʴ֮������ɽ�������ձ��������ˮ������ȸ�ʴ���ʡ�PE�ܻ�ѧ���Լ�ǿ����������pHֵ2-11��Χ�ڿɱ���50���㸯ʴ����Ͻ�������������3-5����
2. ���Կ��𣺶��صķ��ӽṹ������8%�Ķ����쳤�ʣ��ڿ��������ĵ��ʳ����У���ͨ���α�����Ӧ�����������������������Զ��ѡ�
3. �������ƣ��ܶȽ�Ϊ0.95g/cm³��ͬ���ܵ������Ǹֹܵ�1/8�������������Ͱ�װ�ɱ���
�����������䣺�����ɽ����������ʹ��
1. ��ͷʩ���������������Ӽ�����200�׳�������������ⷨ�����ӵ�й©���ر��ʺ�¶���б�²��ܡ�
2. ������Ӧ�ԣ�-60���Ա������ԣ�����ߺ��ο��������ܵ��������⡣ʵ����-40�滷���£������ǿ���Դ�20kJ/m²��
3. �������ԣ��ڱڹ⻬�ȴ�0.01mm����������ϵ����0.009���������ܽ���30%���ϡ�
���������Ը�����ȫ�������ڳɱ�����
1. ��װ�ɱ������÷ǿ��ڼ���ʩ��ʱ��PE�ܰ�װЧ���Ǹֹܵ�3����ij������Ŀʵ���ʡ�˹���47%��
2. ά���ɱ���ijͭ��5�����������ʾ��PE����ά��Ƶ�αȽ�����������82%��
3. ���ϼ�ֵ����100%�������죬��ֵ�ʴ�30%������������ʴͨ��ֻ�ܰ������Ƽۡ�
����Ӧ�ã�����ͻ�Ƶļ����߽�
*���з���������PE�ܲģ�ͨ������ʯīϩ������������������300%���ѳɹ�Ӧ��������ǿ�ҵ�ɳĮ��������ȼ��PE�ܵ���ͨ������������������ָ��������28�����㾮�·���Ҫ��
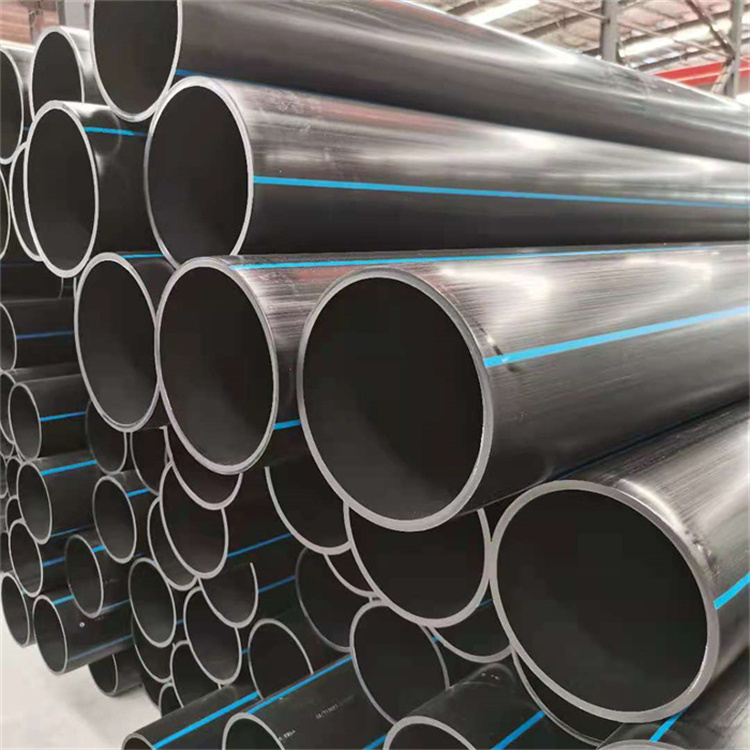
ѡ���飺���ݿ�������ѡ��
• ���Կ���������ѡ��PE100���ܵ����ں�����20%
• �ߺ���������ѡ���¸���PE-RT��
• ���ͳ���ͨ����Ӧ����SN12.5����ǿ��
PE�ܵ��ļ����������ڼ���������3D��ӡ�ܵ���������������©���ϵͳ���¼������ںϣ���ɽ��ˮϵͳ����ӭ�����ܻ��������¼�Ԫ��
-
��Ʒ����
-
��Ʒ����
�� ��